








 0
0
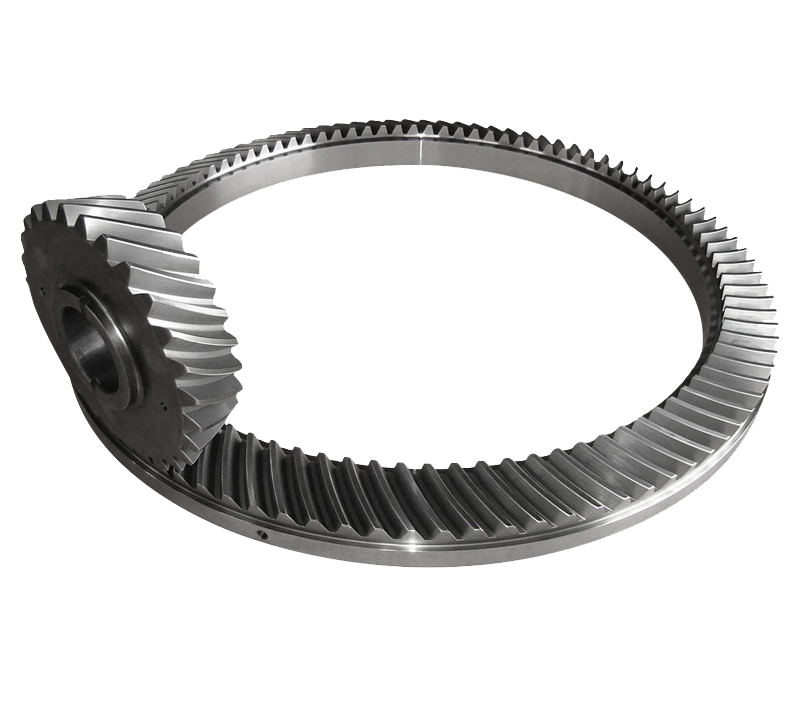
The production of seamless forged rings is often performed by a process called ring rolling on rolling mills. These mills vary in size to produce rings with outside diameters of just a few inches to over 300″ and in weights from a single pound up to over 300,000 pounds.
Seamless Rolled Rings
The process starts with a circular preform of metal that has been previously upset and pierced (using the open die forging process) to form a hollow “donut”. This donut is heated above the recrystallization temperature and placed over the idler or mandrel roll. This idler roll then moves under pressure toward a drive roll that continuously rotates to reduce the wall thickness, thereby increasing the diameters (I.D. and O.D.) of the resulting ring.
Seamless rings can be produced in configurations ranging from flat, washer-like parts to tall, cylindrical shapes, with heights ranging from less than an inch to more than 9 feet. Wall thickness to height ratios of rings typically range from 1:16 up to 16:1, although greater proportions can be achieved with special processing. The simplest, and most commonly used shape is a rectangular cross-section ring, but shaped tooling can be used to produce seamless rolled rings in complex, custom shapes with contours on the inside and/or outside diameters.
If you are interested in our products and want to know more details, please leave a message here, and we will reply to you as soon as possible.
Tel: 0086-519-88100328
WhatsApp: +86-0086-519-88100328
Email: sales@baoxincz.com
No 1788, Huacheng Road, Jintan District, Changzhou City, Jiangsu Province, China
Changzhou Baoxin Metallurgy Equipment Manufacturing Co., Ltd. is a high-tech enterprise registered in Changzhou City of Jiangsu Province, which is mainly engaged in the design and manufacture of spare parts for metallurgy equipment, hoisting machinery, oil drilling rigs, and heavy decelerator boxes.





